

Existe-t-il une frustration plus grande pour un concepteur que de voir un revêtement se fissurer sur une courbe ou se délaminer prématurément ? Le fibrecouture plaquage élimine ce risque en opérant une fusion structurelle entre le décor et son support grâce à une matrice thermoplastique invisible. Ce guide technique détaille le procédé de fabrication de cette innovation composite et démontre comment elle surpasse les méthodes traditionnelles par sa durabilité exceptionnelle et sa liberté de mise en forme.
Fibrecouture plaquage : définition et principe fondamental
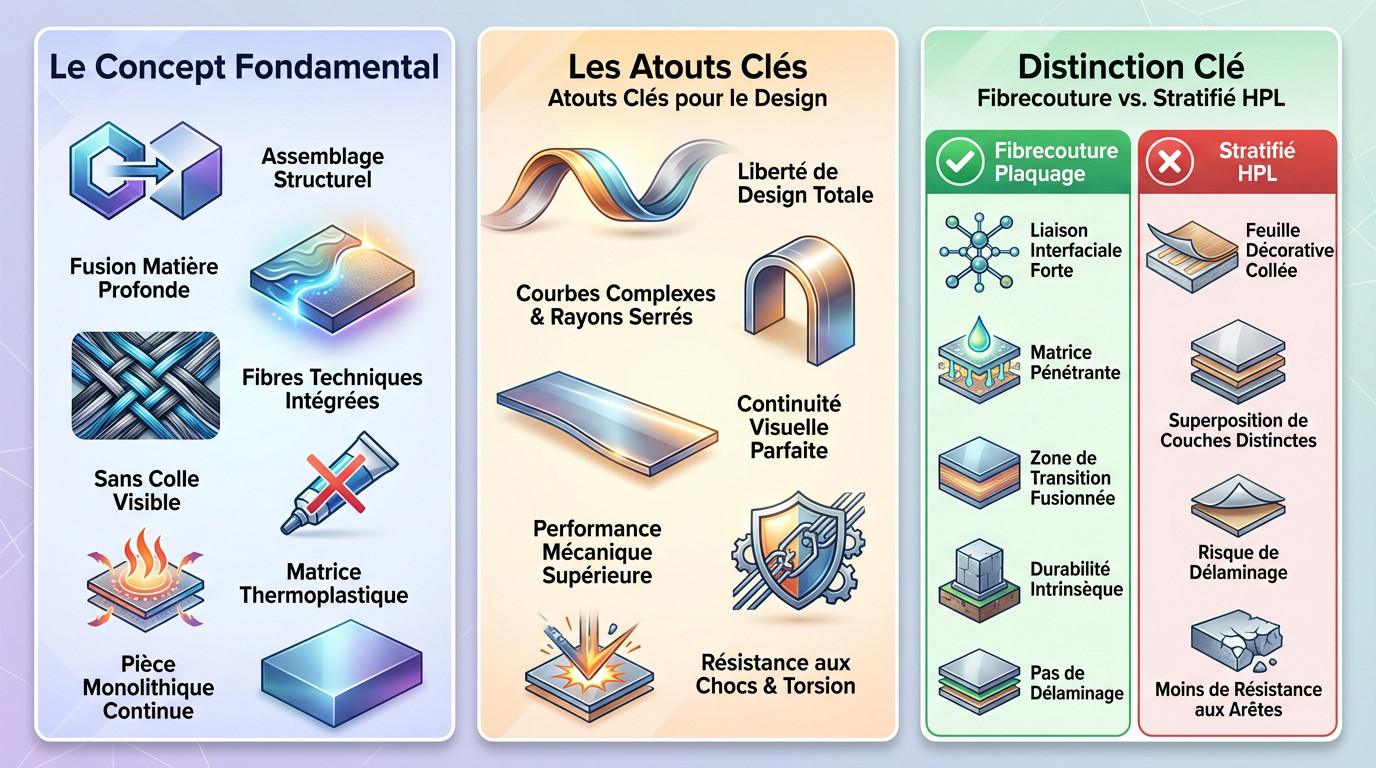
Le concept : bien plus qu’un simple collage
Le fibrecouture plaquage n’est pas une simple couche décorative, c’est une technique d’assemblage structurel brute. Il ne s’agit pas de poser un placage, mais de créer une fusion matière entre un revêtement et son support, littéralement “cousus” par des fibres techniques.
Oubliez les joints visibles ou la colle qui finit par sécher. Ici, la liaison est assurée par une matrice thermoplastique activée à chaud, qui vient encapsuler totalement les fibres et le substrat pour une tenue irréprochable.
Le résultat est sans appel : une pièce monolithique et continue. Le revêtement fait corps avec le support, contrairement aux méthodes traditionnelles de collage ou de vissage qui restent des assemblages de surface.
Les atouts qui changent la donne pour le design
Pour les créatifs, c’est une liberté de design absolue. Cette technologie permet d’épouser des courbes complexes et des rayons serrés, là où un placage bois rigide casserait net sous la contrainte.
On obtient ainsi une continuité visuelle parfaite. L’absence totale de joints ou de ruptures permet de créer des surfaces lisses et homogènes, même sur des formes torturées ou de très grandes dimensions.
Mais ce n’est pas juste beau. La performance mécanique supérieure est un atout majeur : cette technique renforce la structure même de la pièce, augmentant drastiquement sa résistance aux chocs et à la torsion.
Distinction clé : pourquoi ce n’est pas du stratifié HPL
Ne faites pas l’erreur de confondre. Le stratifié HPL reste une feuille décorative collée en surface. C’est une superposition de couches distinctes qui, physiquement, restent séparées par un film de colle.
Le fibrecouture, lui, crée une liaison interfaciale active. La matrice ne se pose pas dessus ; elle pénètre à la fois le support et le revêtement, créant une zone de transition fusionnée impossible à dissocier.
La conséquence est directe : là où le HPL risque le délaminage avec le temps, le fibrecouture est intrinsèquement lié au support, garantissant une durabilité imbattable, surtout sur les arêtes vives.
Le procédé de fabrication : de la fibre à la pièce finie
Tout commence par le support. Ce substrat exige une préparation rigoureuse pour assurer une adhésion mécanique sans faille. On vise ici une rugosité de surface contrôlée, située précisément entre Ra 3,2 et 6,3 µm. C’est la base de tout.
Oubliez le simple ponçage grossier. Cette texturation spécifique génère des micro-ancrages indispensables pour la matrice fondue. De plus, le respect de tolérances dimensionnelles strictes (±0,2 mm) est impératif pour garantir la qualité finale.
Un support mal préparé garantit l’échec immédiat du fibrecouture plaquage. La propreté reste non négociable : aucune trace de graisse ou de poussière n’est tolérée sur la surface.
Étape 2 : la couture des fibres et l’assemblage
Vient ensuite la phase dite de “couture”. Les fibres techniques, imprégnées de leur matrice thermoplastique, sont positionnées sur le substrat. Ce terme évoque les origines textiles où l’on cousait littéralement la matière pour l’assembler.
- Préparation du support (nettoyage, texturation).
- Positionnement des nappes de fibres pré-imprégnées.
- Mise sous presse et activation thermique.
- Refroidissement contrôlé et finition.
L’orientation des fibres s’avère déterminante pour les propriétés mécaniques finales. Elle est définie bien en amont par le bureau d’études afin de répondre aux contraintes spécifiques, comme la résistance à la flexion ou à la torsion.
Étape 3 : l’activation par thermopression, le moment clé
Le passage sous presse chauffante constitue le cœur du réacteur. Ici, la chaleur et la pression agissent de concert pour activer le processus de polymérisation et lier définitivement les matériaux ensemble.
Les chiffres parlent d’eux-mêmes. La température monte entre 80 et 120°C tandis que la pression appliquée varie de 0,5 à 2 bars. Ces paramètres s’ajustent finement selon la matrice et le substrat choisis.
La patience est de mise avec un temps de maintien de 10 à 30 minutes. Ce délai permet à la matrice de fondre, d’infiltrer le support et d’enrober parfaitement les fibres avant refroidissement.
Matériaux compatibles : le trio gagnant
Maintenant que le procédé est clair, penchons-nous sur les ingrédients. Le résultat final dépend entièrement de la bonne association entre les fibres, la matrice et le support.
Les fibres : l’armature de la performance
Considérez les fibres comme le véritable squelette du composite. Ce sont elles qui assurent la résistance mécanique fondamentale de l’ouvrage.
Voici les options principales que je recommande souvent pour vos projets :
- Fibres de carbone : pour une rigidité et une légèreté maximales, souvent utilisées dans le mobilier haut de gamme.
- Fibres de verre : le meilleur compromis entre coût et performance, très répandu en agencement.
- Fibres d’aramide : pour une résistance exceptionnelle aux chocs et à l’abrasion.
- Fibres biosourcées (lin, chanvre) : l’alternative écologique, pour des projets à faible impact environnemental.
Le choix de la fibre n’est jamais anodin. Il reste dicté par votre cahier des charges précis : la performance technique recherchée, l’esthétique finale et évidemment le budget alloué.
Les matrices : le liant qui fusionne le tout
La matrice agit comme la “colle intelligente” du système global. C’est une résine, généralement thermoplastique, qui garantit la cohésion de l’ensemble tout en assurant la transmission des efforts mécaniques.
On distingue deux grandes familles dominantes : les résines époxy pour les très hautes performances et une adhésion parfaite, et les résines polyester qui offrent un rapport qualité-prix imbattable.
Notez l’émergence récente de matrices biosourcées. Combinées à des fibres naturelles, elles permettent de concevoir des composites presque entièrement renouvelables, ce qui constitue un atout majeur pour l’éco-conception.
Les substrats : la base sur laquelle construire
Cette technique se révèle incroyablement versatile et compatible avec une multitude de supports. Les plus courants restent les panneaux de bois comme le MDF, contreplaqué, les composites techniques, et même parfois certains métaux ou plastiques spécifiques.
Le critère absolu pour valider un substrat reste sa stabilité dimensionnelle. Il doit encaisser le cycle de thermopression sans broncher ni se déformer sous la contrainte thermique.
La nature du support influence directement les paramètres du procédé fibrecouture plaquage. On ne chauffe pas un MDF comme un panneau en aluminium.
Fibrecouture vs méthodes traditionnelles : le match
Le face-à-face en chiffres et en faits
Regarder uniquement le coût initial est l’erreur classique qui plombe la rentabilité d’un projet sur le long terme. Si le film thermoformable semble attractif pour le portefeuille immédiat, sa durée de vie limitée à quelques années en usage intensif finit par coûter cher en maintenance. À l’inverse, le fibrecouture plaquage impose un ticket d’entrée plus élevé, mais il change la donne par sa résilience structurelle et sa capacité à épouser des formes complexes sans rompre. Voici les données brutes pour comprendre pourquoi les experts basculent vers cette technologie composite.
| Critère | Fibrecouture Plaquage | Placage Bois Traditionnel | Film Thermoformable |
|---|---|---|---|
| Résistance mécanique | Très élevée (renforce le support) | Faible (décoratif uniquement) | Moyenne (résistance à la rayure, pas structurelle) |
| Liberté de formes / Rayons de courbure | Excellente (rayons très serrés possibles) | Limitée (risque de fissure) | Bonne (mais peut blanchir à l’étirement) |
| Durabilité / Délaminage | Exceptionnelle (pas de décollage possible, résistance au pelage > 1 N/mm) | Risque modéré (sensible à l’humidité et aux chocs sur les arêtes) | Risque élevé sur les zones de forte contrainte |
| Coût initial au m² | Élevé | Moyen à élevé (selon l’essence) | Faible à moyen |
| Impact environnemental | Variable (excellent avec fibres/matrice biosourcées, sans COV) | Bon (matériau renouvelable, mais colles souvent à base de formaldéhyde) | Faible (dérivé du pétrole, difficilement recyclable) |
Le constat est sans appel : la performance se paie, mais elle rapporte sur la durée. Là où un placage bois traditionnel risque de fissurer sur une courbe trop audacieuse et où le film plastique finit par blanchir sous la contrainte, la solution composite tient la distance. Avec une réparabilité locale et une résistance aux chocs supérieure grâce aux fibres d’aramide ou de lin, on s’éloigne du simple décor pour toucher à la structure même de l’objet.
Pérennité, entretien et responsabilité environnementale
Un projet ne s’arrête pas à sa livraison. La question de sa durée de vie, de son entretien et de son empreinte écologique est devenue centrale. Voyons comment le fibrecouture plaquage répond à ces enjeux.
Durabilité et entretien : un investissement sur le long terme
La longévité constitue l’argument massue de cette technique. Grâce à la fusion intime de la matière, le fibrecouture plaquage offre une surface incroyablement résistante aux chocs, à l’abrasion et même à l’humidité. On parle ici d’une durée de vie estimée dépassant souvent 15 à 20 ans sans faiblir.
Côté entretien, oubliez les corvées interminables. Cette surface non poreuse se nettoie simplement avec des détergents doux. Pas besoin de cire coûteuse ni de traitement complexe comme pour le bois massif.
Si un dommage majeur survient, la réparation reste envisageable. Mais attention, c’est plus technique qu’un raccord de peinture classique ; cela exige l’intervention d’un spécialiste qualifié.
Impact environnemental et certifications
L’atout majeur réside dans l’absence totale de colles à base de formaldéhyde. C’est la fin des composés organiques volatils (COV) qui saturent l’air de nos intérieurs et nuisent à la santé.
Cette technicité facilite grandement l’obtention de labels exigeants comme HQE, LEED ou BREEAM, car elle coche toutes les bonnes cases :
- Absence d’émission de COV, garantissant une qualité d’air saine.
- Intégration possible de fibres et matrices biosourcées ou recyclées.
- Une durabilité hors norme qui limite le remplacement et préserve les ressources.
Le fibrecouture, particulièrement dans ses versions biosourcées, s’impose donc comme une solution d’avenir pour l’agencement et la construction durables, loin du “jetable” habituel.
Le cadre normatif : un enjeu pour les professionnels
Pour les architectes, la validation normative est le nerf de la guerre. Comme toute innovation de rupture, cette méthode doit prouver sa valeur face aux DTU (Documents Techniques Unifiés) traditionnels qui régissent le bâtiment depuis des décennies.
C’est là que le CSTB (Centre Scientifique et Technique du Bâtiment) entre en jeu. Pour des applications en façade ou structurelles, décrocher un Avis Technique (ATec) devient souvent la voie obligatoire pour assurer les projets.
Rassurez-vous, plusieurs fabricants ont déjà entamé ces démarches lourdes. Si l’agencement intérieur impose moins de contraintes, la validation par des laboratoires indépendants reste un gage de sérieux indispensable.
Véritable rupture technologique, le fibrecouture plaquage redéfinit les standards de l’agencement contemporain. Par la fusion intime des matériaux, il garantit une pérennité remarquable et libère la créativité des designers. Alliant haute performance mécanique et responsabilité environnementale, ce procédé s’impose comme une solution d’avenir incontournable pour les projets architecturaux exigeants.






Comments are closed.